|
圓鋼對(duì)表面要求極其嚴(yán)格,不能有任何缺陷,表面質(zhì)量控制難度大,一直是圓鋼生產(chǎn)的瓶頸。本文以天津鋼鐵集團(tuán)有限公司(簡(jiǎn)稱天鋼)棒材廠熱軋圓鋼為研究對(duì)象,結(jié)合近年來在軋制圓鋼時(shí)出現(xiàn)的問題,探討各種缺陷產(chǎn)生的原因及解決方法,并總結(jié)經(jīng)驗(yàn),以指導(dǎo)圓鋼生產(chǎn)和檢驗(yàn)。
2 圓鋼表面缺陷形成的原因及處理方法
一直以來,圓鋼產(chǎn)生各種各樣的表面缺陷是影響產(chǎn)品質(zhì)量的首要因素,因此在軋制圓鋼時(shí)控制表面質(zhì)量就顯得尤為重要。熱軋圓鋼表面不允許存在軋痕、折疊、翹皮、麻面、耳子、軸錯(cuò)、結(jié)疤、波浪彎、劃傷、不圓度超標(biāo)、裂紋等軋制缺陷。本文將對(duì)各種圓鋼表面缺陷產(chǎn)生的原因及處理方法進(jìn)行分析。
2.1 壓痕
2.1.1 產(chǎn)生原因
(1)K1 入口的導(dǎo)衛(wèi)輪引起的。
(2)8 號(hào)活套壓下輥和起套輥存在表面缺陷也會(huì)造成成品壓痕。
(3)空過輥道輥有凹凸缺陷時(shí),在成品表面上也會(huì)產(chǎn)生壓痕。
2.1.2 處理方法
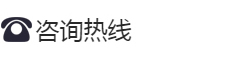
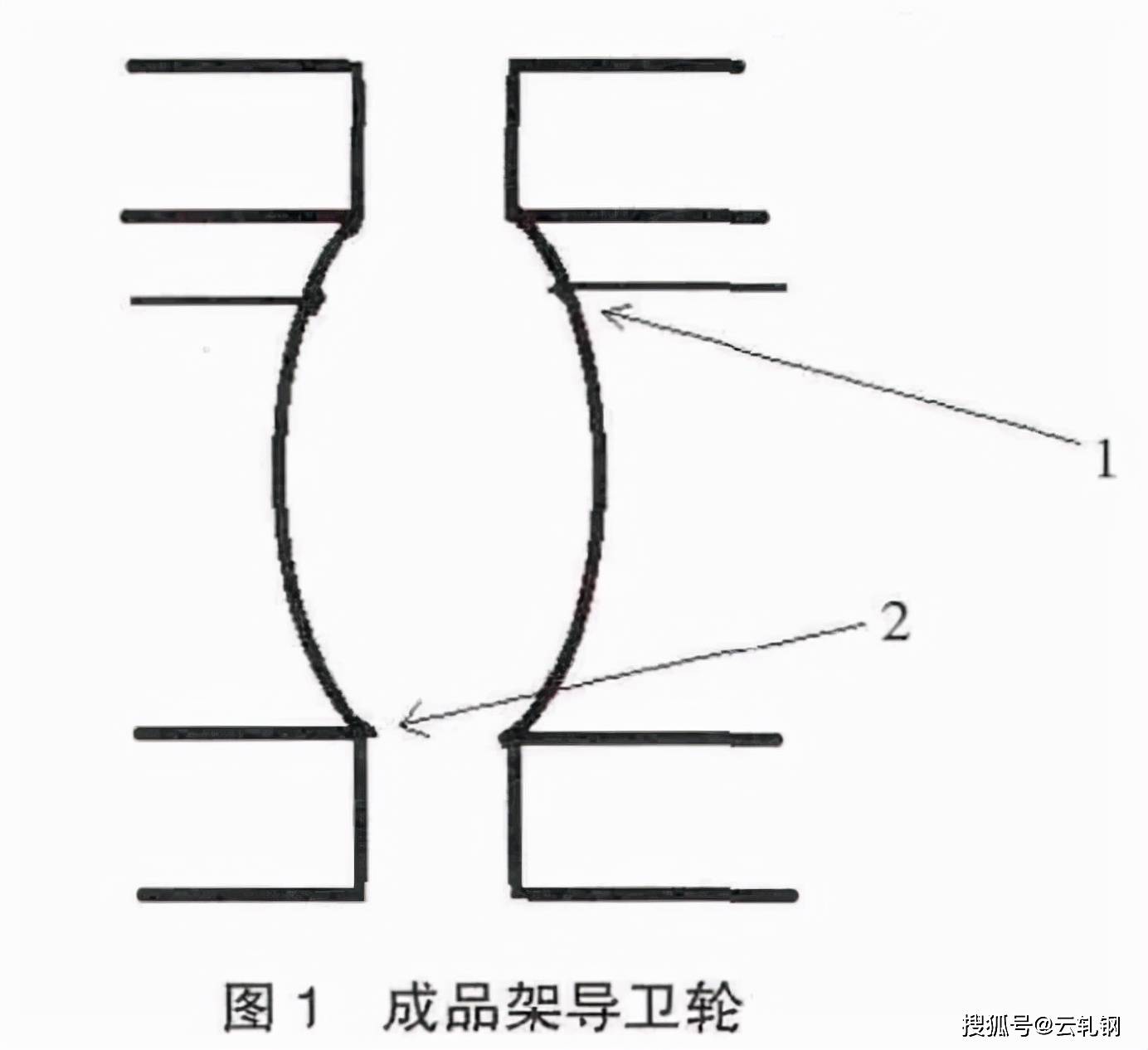
(1)首先觀察導(dǎo)衛(wèi)輪對(duì)軋件是不是夾持均勻,再觀察導(dǎo)衛(wèi)輪上有無突起缺陷,如圖 1 中 1 所示,在軋制大規(guī)格時(shí),由于導(dǎo)衛(wèi)輪夾得太緊,加之導(dǎo)衛(wèi)輪的材質(zhì)問題容易在圖 1 中的位置 1 產(chǎn)生突起、位 置 2 產(chǎn)生毛刺狀的棱角,1 產(chǎn)生通根的淺表性壓痕,2 產(chǎn)生通根一道花紋狀壓痕,如圖 2 所示。因此,導(dǎo)衛(wèi)輪不能夾得太緊。另外,導(dǎo)衛(wèi)輪軸錯(cuò)也容易產(chǎn)生壓痕。
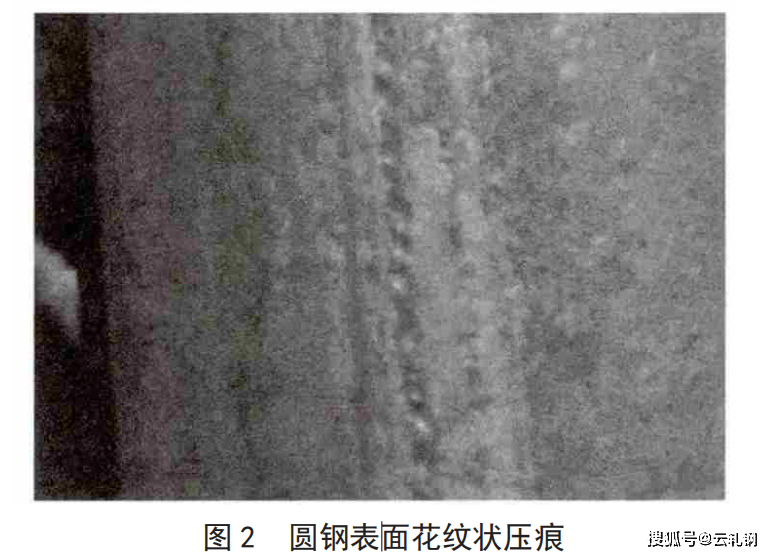
(2)這一方面主要是壓下輥或是起套輥磨損嚴(yán)重、掉塊、凸起等引起的。處理方法:有上述缺陷時(shí),要及時(shí)更換,更換完畢后檢查起套高度,壓下輥高度要均勻,過鋼時(shí)觀察起套高度,軋件要成柔和的圓弧狀,如圖 3 所示,以防止輥?zhàn)幽p嚴(yán)重,同時(shí)也改善了兩架之間的張力關(guān)系。
(3)圖 4 所示為空過輥道表面有凸起造成的圓鋼表面凹坑。這種情況比較特殊,一般是周期性的,多在新更換的輥上和動(dòng)用電焊的輥道上產(chǎn)生(輥上有焊渣、自帶的毛刺或凸塊缺陷)。有此問題,重點(diǎn)排查新更換的輥道和動(dòng)用電焊的輥道,同時(shí)在更換輥道時(shí)要對(duì)新輥?zhàn)舆M(jìn)行全面檢查,如果輥有缺陷,要及時(shí)更換。

2.2 折疊
2.2.1 產(chǎn)生原因
(1)上游架次有耳子。
(2)軋件在上游架次有壓痕。
(3)上游架次倒鋼。
(4)第二架和第四架軋機(jī)軋槽邊緣磨損嚴(yán)重。
(5)空過輥道對(duì)軋件有嚴(yán)重劃傷。
(6)有個(gè)別架次有軸錯(cuò)現(xiàn)象等。
2.2.2 處理方法
(1)消除個(gè)架次的耳子。軋制圓鋼一定要保證每一架次都不能有耳子產(chǎn)生,這是重中之重,也是軋制圓鋼的前提。首先,有耳子易產(chǎn)生折疊。其次,耳子對(duì)軋槽的磨損也相當(dāng)嚴(yán)重,從而增加軋槽的更換次數(shù),如果是成品 K1 上游架次 K2 料型帶耳子,那么成品軋槽將很快老化;如果耳子在中間架次咬入時(shí)有角度,則成品就會(huì)有折疊,即便是沒有角度咬入,那么軋槽老化后成品也會(huì)有麻面產(chǎn)生。再次,如果軋小圓時(shí)成品 K1 上游架次 K2 的耳子過大,軋機(jī)冷卻水會(huì)對(duì)耳子產(chǎn)生很大的溫降,成品做熱頂鍛后鋼的表面會(huì)有裂紋產(chǎn)生,這一點(diǎn)在軋?zhí)胤N鋼時(shí)尤為明顯。因此,參照孔型設(shè)計(jì),結(jié)合實(shí)際生產(chǎn)及孔型磨損情況,合理分配各道壓下量,消除軋件耳子;調(diào)整或更換使軋件產(chǎn)生擦傷道次的導(dǎo)板和衛(wèi)板,調(diào)整產(chǎn)生倒鋼或刮絲道次的進(jìn)口導(dǎo)板至合適位置(重點(diǎn)控制 8 架、11 架、14 架、16 架)。
(2)觀察立式軋機(jī)導(dǎo)衛(wèi)輪有無凸起缺陷,如果有,則更換。
(3)倒鋼主要是導(dǎo)衛(wèi)輪燒或是導(dǎo)衛(wèi)輪碎引起的,更換導(dǎo)衛(wèi)即可。
(4)二架邊緣磨損主要是二架導(dǎo)衛(wèi)對(duì)偏或是導(dǎo)衛(wèi)掉下所致,軋制過程中要對(duì)二架導(dǎo)衛(wèi)做定期檢查。四架軋槽邊緣磨損主要是冷卻水不到位、軋槽本身原因(輥徑小易出現(xiàn)此情況)、軋槽快到更換噸位等因素引起的,軋制時(shí)要隨時(shí)觀察軋槽使用情況及時(shí)更換。
(5)必須保證空過輥道的輪轉(zhuǎn)動(dòng)。
(6)保證每一架次不要有軸錯(cuò)。
2.3 翹皮(見圖 5)
2.3.1 產(chǎn)生原因
(1)有鋼皮帶入成品架次。
(2)二架軋槽邊緣磨損嚴(yán)重。
(3)孔型掉肉或被破壞,4“S”形滑板被破壞。
2.3.2 處理方法
(1)檢查每一架次是否有拉絲現(xiàn)象(主要是導(dǎo)衛(wèi)燒所致),及時(shí)更換導(dǎo)衛(wèi)。
(2)二架軋槽邊緣磨損嚴(yán)重會(huì)對(duì)軋件有刮傷,產(chǎn)生連續(xù)不規(guī)則的小鐵皮,過后續(xù)架次時(shí)又重新軋上從而產(chǎn)生翹皮,軋制過程中要對(duì)二架導(dǎo)衛(wèi)做定期檢查。
(3)更換掉肉的孔型或被軋件黑頭壓壞的孔型(一般出現(xiàn)在 10 架、11 架、14 架、16 架)。
(4)修補(bǔ)或更換破損的“S”形滑板,用磨光機(jī)打磨焊疤使之光滑,避免“S”形滑板破裂或焊疤刮傷軋件。
2.4 麻面
2.4.1 產(chǎn)生原因
麻面是由于軋槽老化嚴(yán)重造成的。
2.4.2 處理方法
檢查每一架軋機(jī)軋槽的使用情況,將老化嚴(yán)重的更換。軋槽老化的原因一般有冷卻水不到位、、軋輥輥徑過小軋槽額定噸位制定不合理等。適當(dāng)增加軋槽冷卻水壓力和流量可提高軋槽使用壽命,防止老化過快。根據(jù)軋輥輥徑制定合理的額定噸位,定期更換軋槽改善軋制環(huán)境可有效避免麻面的產(chǎn)生。
2.5 耳子
2.5.1 產(chǎn)生原因
是由軋件在軋槽內(nèi)過充滿引起的。
2.5.2 解決方法
雙面耳子:增加 K2 孔的壓下量或減少 K1 孔的壓下量;調(diào)整 K1 進(jìn)口導(dǎo)輪的間距至合適位置。單面耳子:調(diào)整 K1 進(jìn)口導(dǎo)衛(wèi)導(dǎo)輪對(duì)中孔型;更換單側(cè)磨損的 K2 孔。波浪耳子:緊固 K1 進(jìn)口的引導(dǎo)盒或橫梁,不要采取拉鋼軋制(拉鋼軋件易抖動(dòng)),利用活套消除兩架之間的張力,防止 K1~K2 之間抖動(dòng)。
2.6 軸錯(cuò)
2.6.1 產(chǎn)生原因
主要是 K1 本身的輥錯(cuò)或是 K1 入口導(dǎo)衛(wèi)太松倒鋼造成的。
2.6.2 解決方法
調(diào)整 K1 的錯(cuò)輥,用樣棒調(diào)整 K1 入口導(dǎo)衛(wèi)的開口度。
2.7 結(jié)疤
一般只在端頭出現(xiàn),SH1 端頭未切干凈容易產(chǎn)生此缺陷。視坯料的實(shí)際情況適量調(diào)整 SH1 的切頭切尾長(zhǎng)度將坯料缺陷切掉。
2.8 波浪彎
波浪彎是圓鋼在縱向上產(chǎn)生周期性彎曲。這種缺陷在 Φ50 mm 及以下規(guī)格均有發(fā)現(xiàn)。不同規(guī)格產(chǎn)生的原因是不同的。
天鋼軋制 Φ35~Φ40 mm 不選用活套,所以 K2~ K1 張力受鋼溫的影響比較大,當(dāng)鋼頭尾與中間溫差較大時(shí)(天鋼加熱爐采用頭尾加熱),由于軋件的塑性變形受溫度的影響,在 K2~K1 之間產(chǎn)生較大的張力,使軋件嚴(yán)重抖動(dòng),因此,在成品產(chǎn)生了波浪彎。解決方法:要對(duì)加熱進(jìn)行控溫軋制,規(guī)范其出鋼溫度。天鋼軋制 Φ16~Φ32 mm 選用活套,因此 K2~K1張力受活套的影響較大。活套高或低都會(huì)造成軋件的抖動(dòng)。解決方法:主控臺(tái)操作工與線上軋鋼工互相協(xié)調(diào)配合調(diào)整活套套量,直到套量調(diào)整為柔和的圓弧狀(見圖 3),消除張力使軋件不產(chǎn)生抖動(dòng)。
2.9 劃傷
劃傷主要出現(xiàn)在 Φ25 mm 以上的圓鋼中。天鋼棒材線成品架到冷床距離長(zhǎng),傳動(dòng)輥道多,軋件容易在輥道中跑偏和輥道壁接觸產(chǎn)生劃傷。控制劃傷就要保證輥道內(nèi)各個(gè)輥不能有抱死情況,同時(shí)要在適當(dāng)位置加裝防劃傷側(cè)輥或是大 V 型輥。
查找劃傷點(diǎn)的方法:過鋼時(shí)觀察軋件在輥道中的運(yùn)行狀態(tài),觀察是否有火花產(chǎn)生。如果有,做好標(biāo)記立即處理。劃傷點(diǎn)主要集中在 SH2 入口導(dǎo)槽、SH2-QTB 輥道、SH3 區(qū)域產(chǎn)生,要以此區(qū)域?yàn)榕挪橹攸c(diǎn)。
2.10 不圓度超標(biāo)
調(diào)整進(jìn)口導(dǎo)輪間距,經(jīng)常檢查導(dǎo)輪的夾持情況,更換磨損嚴(yán)重或抱死的導(dǎo)輪。緊固壓板螺絲,對(duì)正孔型。如孔型對(duì)角線磨損嚴(yán)重?zé)o法調(diào)整時(shí)應(yīng)更換。冷卻水要充足,導(dǎo)衛(wèi)輪磨損時(shí)應(yīng)及時(shí)調(diào)整壓下量。在鋼溫變化或鋼種調(diào)換時(shí)應(yīng)及時(shí)調(diào)整 K1、K2 孔的壓下量。局部尺寸超差要提高加熱質(zhì)量,減少頭尾溫差。合理調(diào)整活套高度,消除 K1、K2 之間的張力。
在軋制圓鋼時(shí)成品前半部分不圓度超標(biāo),尾部容易產(chǎn)生耳子,這種情況主要是張力引起的 (拉鋼),在軋制小規(guī)格時(shí)比較明顯。處理方法:調(diào)整工對(duì)成品劃木印,并觀察,如果尾部有耳子說明前面來料過大,要對(duì) K2 及以上架次進(jìn)行壓下調(diào)整,直到成品尾部沒有耳子;之后主控臺(tái)進(jìn)行張力調(diào)整,如果前面橢圓度不好,同時(shí)主控張力調(diào)整無效,可觀察活套狀態(tài)是否到位,上下協(xié)調(diào)對(duì)活套進(jìn)行套量調(diào)整(前癟后圓漲套量),直到調(diào)成柔和的圓弧狀(如圖 3 所示),同時(shí)劃木印觀察成品狀態(tài),直至尺寸合格為止。注意:如果成品尾部較圓,沒有耳子,說明尺寸沒有問題,只需要對(duì)主控張力和活套調(diào)整,具體要根據(jù)實(shí)際情況進(jìn)行操作。
3 結(jié)束語
通過對(duì)軋制過程中圓鋼表面缺陷成因分析,總結(jié)出了有針對(duì)性的措施和處理方法,一方面可以指導(dǎo)生產(chǎn)實(shí)踐,盡可能減少表面缺陷的產(chǎn)生;另一方面,可以根據(jù)缺陷的不同成因,采取不同的處理方案,從而提高檢查判斷的準(zhǔn)確性,控制圓鋼表面缺陷和外形尺寸缺陷的產(chǎn)生,有效提高圓鋼產(chǎn)品實(shí)物質(zhì)量,提升天鋼產(chǎn)品的市場(chǎng)競(jìng)爭(zhēng)力 |